
Key Considerations for Implementation
To fully unlock the potential of automated palletising and conveyor integration, businesses should consider:
Thorough Operational Analysis
Assessing current needs alongside future growth is essential to select systems that align with evolving product lines and market demands.
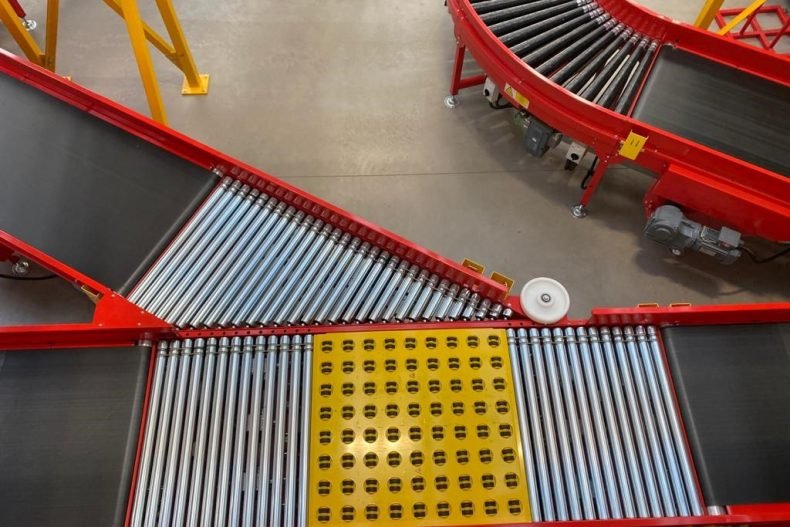
Compatibility with Products
Ensuring the system is compatible with the specific sizes, weights, and configurations of your products is crucial. This includes selecting solutions for delicate products or those requiring unique handling processes.
Vendor Expertise
Partnering with experienced vendors ensures the implementation of tailored innovative solutions. Ongoing support, including regular maintenance, helps minimise downtime and enhances productivity.
Staff Training
Training employees to operate and troubleshoot new systems fosters informed decisions and maximises the effectiveness of automation while minimising disruptions to warehouse operations.